Produktua




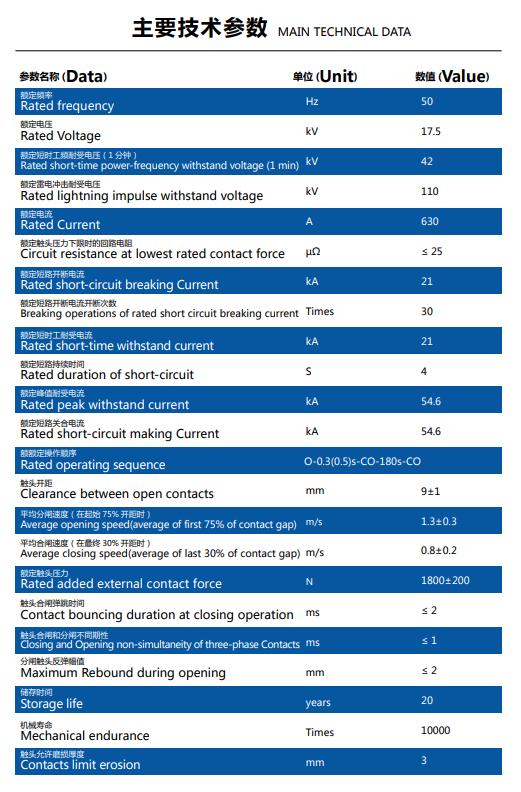
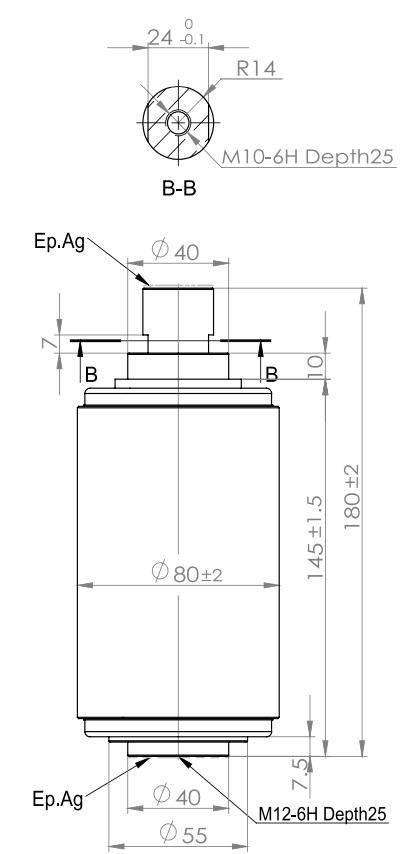
Hutseko etengailua esportatzeko TD-17.5/630-21(188)
Produktuaren deskribapen laburra:
Hutseko etengailuen azpimultzoak hasieran hidrogeno-atmosferako labe batean muntatu eta brasatzen ziren.Etengailuaren barrualdera konektatutako hodi bat erabili zen etengailua kanpoko huts-ponpa batekin ebakuatzeko, etengailua 400 °C inguru (752 °F) mantentzen zen bitartean.1970eko hamarkadaz geroztik, etengailuen azpiosagaiak huts handiko soldadura-labe batean muntatzen dira, soldadura eta ebakuazio prozesu konbinatu baten bidez.Hamarnaka (edo ehunka) botila lote batean prozesatzen dira, 900 °C-ko tenperaturan eta 10-6 mbar-eko presioan berotzen dituen huts handiko labe bat erabiliz.Horrela, etengailuek "bizitza osorako zigilatutako" kalitate-eskakizuna betetzen dute.Ekoizpen prozesu guztiz automatikoari esker, kalitate handia edozein unetan etengabe erreproduzi daiteke.
Ondoren, X izpien prozeduraren bidez etengailuen ebaluazioa erabiltzen da posizioak eta barne osagaien osotasuna eta soldadura-puntuen kalitatea egiaztatzeko.Hutseko etengailuen kalitate handia bermatzen du.
Konformazioan zehar, hutseko etengailuaren behin betiko barne-indar dielektrikoa ezartzen da pixkanaka-pixkanaka tentsioa handituz, eta hori ondorengo tximista-bulkada-tentsio-proba baten bidez egiaztatzen da.Bi eragiketak arauetan zehaztutakoak baino balio altuagoekin egiten dira, hutseko etengailuen kalitatearen froga gisa.Hau erresistentzia luzerako eta erabilgarritasun handiko baldintza da.
Egoera jakin batzuetan, hutseko etengailuak zirkuituko korrontea zerora behartu dezake korronte alternoko zirkuituan zero naturala baino lehen (eta korrontearen alderantzizkoa).Etengailuaren funtzionamendu-denbora desegokia bada AC-tentsioaren uhin-formari dagokionez (arkua itzaltzen denean baina kontaktuak oraindik mugitzen ari direnean eta ionizazioa oraindik etengailuan xahutu ez denean), tentsioak hutsunearen tentsio iraunkorra gainditu dezake.
Gaur egun, korronte oso baxuko mozketarekin, hutseko etengailuek ez dute inguruko ekipoen isolamendua murrizten duen gaintentsiorik eragingo.